
Guide to Assessing and Minimizing Electromagnetic Interference in a Semiconductor Manufacturing Environment
The SEMI E176 Standard, “Guide to Assess and Minimize Electromagnetic Interference (EMI) in a Semiconductor Manufacturing Environment,”1 was published in 2017 to help both semiconductor manufacturers and users of semiconductors improve yield and reduce equipment and test errors. This article provides guidance on the implementation of SEMI E176 in a manufacturing environment. The reader is assumed to be familiar with SEMI E176 in order to benefit from this article.
Brief Overview of SEMI E176
First, it is important to understand that SEMI E176 is not a replacement for current EMC regulations, such as the European Union’s EMC Directive.2 Rather, it is a logical extension of these regulations, intended to “complete the task” of establishing an electromagnetic environment with acceptable levels of emissions for specific tasks and processes in semiconductor manufacturing and related environments. SEMI E176 continues the effort of EMC compliance of individual equipment by extending it to the ultimate goal of compliance, that is, low-level EMI environment in actual use. Together with SEMI E333 and the EMC Directive, SEMI E176 presents a complete path to establishing and maintaining acceptable levels of EMI where it matters.
The goal of SEMI E176 is much broader than just setting acceptable levels of emissions. The document serves as a practical guide to semiconductor manufacturers and users. It provides hands-on recommendations on measurement techniques, emissions mitigation and good EMI practices, as well as EMI management, including EMI survey and audit. Unlike EMC requirements for equipment, SEMI E176 offers not just the narrow scope of EMC test and compliance. Instead, it was written for a factory specialist whose main task is not necessarily electromagnetic compliance but rather making sure that the manufacturing process flows unimpeded with maximum yield and minimum downtime.
Basic Differences Between “Standard” EMC Tests and Requirements of SEMI E176
For the benefit of EMC specialists reading this article, this section summarizes the differences in approaches between what the EMC engineer is used to and the practicalities of keeping EMI in control at the real-life factory. The major differences include:
Purpose
Conventional EMC regulations specify emissions from an individual piece of equipment. SEMI E176 is concerned with EMI levels in actual applications, whether EMI was caused by any specific equipment or a combination of them. In short, SEMI E176 focuses on the results, not on the ingredients.
Relevance
The focus of most EMC regulations is emissions generated “to the outside” by individual equipment, and testing is conducted in a very specific way without regard to the needs of a particular use. SEMI E176 focuses on measurement of resulting emissions from any source in the places where it matters, and measuring parameters relevant to the specific processes and devices in actual installations.
Locations
The focus of SEMI E176 is not on any emissions that a particular equipment may generate at a specified distance (as it would be important in EMC regulations), but on managing emissions where they matter in the process. Therefore, a complete wrap-around radiated emissions test at 10m distance as it would be conducted in an EMC test laboratory is of little interest. What is needed instead are measurements of actual emissions found in places where they can cause adverse effects such as process variations, test results, equipment operational errors, etc. Specific emissions sources are only important when it comes to mitigating excessive emissions at the point of interest.
The key is relevance – high levels of emissions in places where they create no ill effect is of little immediate practical interest to SEMI E176. While it is desirable to have a low-EMI environment everywhere in the factory, it is unlikely that reducing emissions “in abstract” is of great practical importance, especially when considering the fast pace of electronic manufacturing and given limited manpower and budgets.
Emissions Inside the Equipment
EMC regulations address only emissions that exit equipment that may affect other equipment or communications. This is insufficient for manufacturing, testing and handling of semiconductors. High-frequency voltages and currents present in critical areas inside equipment may affect the equipment’s own operation, as well as conjoined equipment used in factories and other devices employed in the production process. Examples and practical recommendations will be supplied later in this article.
Key Measurement Parameters
The majority of conventional EMC tests use a slow quasi-peak detector. In most real-life applications, it is transient emissions, not continuous emissions, that cause problems for equipment, processes and tests, and for the devices themselves. This calls for a different methodology and a different set of instrumentation than that commonly applied in conventional EMC tests. For transient signals, time-domain instruments such as digital storage oscilloscopes are required, as well as certain techniques designed to capture transients and signal peaks.
Frequency Range
The frequency range of most regulated conducted emissions starts at 150 kHz. Most switched-mode power supplies (SMPSs) operate in the range of 30 to 100 kHz, which is outside the range covered by most EMC regulations but which can cause problems nonetheless.
Measurements
Methodology
The parameters that are of importance to semiconductor manufacturers are outlined in Table 1 of SEMI E176. Specifically, both continuous and peak values need to be measured for both radiated and conducted emissions. Further, peak values are not limited to any one polarity – when performing measurements pay attention to both. All it may take is one microsecond-long “spike” to cause a malfunctioning of equipment, a deviation in parameter, or device damage.
For continuous emissions, SEMI E176 does not take into account frequency component – only the magnitude of the signal. Large varieties of equipment and resulting signals in actual installations make broadband measurements a more realistic and actionable metric.
Worst Case Scenario
It is advisable to assess EMI levels in a worst-case scenario involving a combination of devices, process variations and circumstances that produce the highest level of emissions. That’s because a worst-case scenario will present itself sooner or later, and usually at the least convenient moment.
Radiated Emissions Measurements
We must assume that all equipment at the factory has already been tested for radiated emissions, likely at 10m distance. But tightly co-located equipment in the production environment calls for a different approach to testing. Near field measurements and techniques4 must be employed to understand actual field strength at the points of interest. When conducting measurements, make sure to rotate the antenna (or probe) in all directions to capture the maximum signals. Neither electric nor magnetic fields are isotropic.
Instrumentation for Radiated Emissions Measurements
Antenna: Conventional, large log-periodic or other antennas used in EMC testing obviously won’t apply in tight spaces in a manufacturing environment. Instead, smaller antennas or near-field probes are required. In close proximity to the other equipment, magnetic field probes may also be considered.4 It is a good idea to characterize your small antenna or probe before doing quantitative measurements.
Instruments: Most EMC-ready spectrum analyzers are suitable for the purpose of measuring continuous emissions. Antenna factors must be input into the instrument for quantitative measurements. However, to accurately capture and measure transient signals, a high-speed digital storage oscilloscope is needed. While for most applications a 1GHz bandwidth with 5 GS/sec will suffice, SEMI E176 recommends at least 3 GHz bandwidth and at least 5 GS/sec sampling rate for radiated emissions measurements.
Conducted Emissions Measurements
Both radiated and conducted emissions may induce errors into equipment operations, but only conducted emissions (i.e., voltages and currents on wires and metal structures) carry energy sufficient to inflict physical damage on sensitive devices. This increases the importance of dealing with this type of emission.
Unlike common EMC regulations, SEMI E176 specifies maximum high-frequency currents on ground, since it is most often current that causes damage to sensitive devices. High-frequency currents can be measured using the same high-frequency current probes used for EMC purposes.
SEMI E176 addresses the unique high frequency voltages and currents that occur inside of equipment. What matters is not just the extent of emissions present on the mains, but where those emissions can affect test and operation of equipment itself and cause damage to the devices. Low sub-Ohm impedance between different grounded surfaces in equipment does not equate with low voltage difference at high frequencies. Just as a current consumed by a car’s starter can reach 300-400A under only 12 VDC, small voltage difference between different grounded points in a tool can result in significant currents capable of damaging devices via the electrical overstress (EOS) phenomenon. Both SEMI E176 and IPC-A-6105 (the chief document addressing quality of PCB assemblies) state that voltages as low as 300 mV (or lower for smaller device geometries in SEMI E176) can cause EOS damage to devices.
So where inside the equipment should one measure conducted EMI? Ground is considered to be “safe” for both ESD and EOS. By all acceptable standards and practices,6,7 a device is not considered to be under threat if it touches grounded surface. However, if it makes metal-to-metal contact simultaneously with two different grounded surfaces, or a metal contact with one grounded surface and a strong capacitive coupling with another,8 the difference in voltage will determine whether the device is truly safe or not. For prevention of EOS, it is imperative to ensure that the peak voltages between different grounded points inside the tool are below allowable limits, potentially as low as 0.1V for the geometries below 10nm.
Readers of this article are encouraged to familiarize themselves with the two articles that show how high-frequency voltages and currents can happen in typical semiconductor manufacturing and handling equipment – wire bonder8 and IC handler9. In short, strong EMI signals induced by servo motors, and switched mode power supplies that are injected via AC mains and facility grounding can and often do create high frequency voltage differences between grounded parts of a tool.
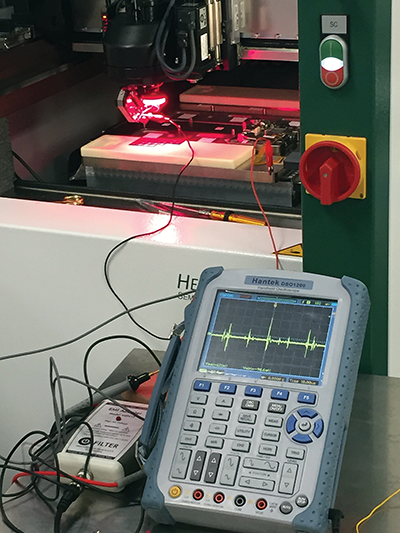
How can we test for such threat? There are two basic ways, voltage and current, and it is often helpful to perform tests for both. The former involves measurements of high-frequency voltage between the end of robotic arm and the tool’s chassis which would constitute the “worst-case.” (See Figure 1.) When making voltage measurements the measurement instrument (i.e., oscilloscope) should not be grounded itself, since doing so would add a “third” ground to the mix, rendering the measurements meaningless. Battery-powered oscilloscopes are available as well as special EMI adapters. (See Figure 2.)
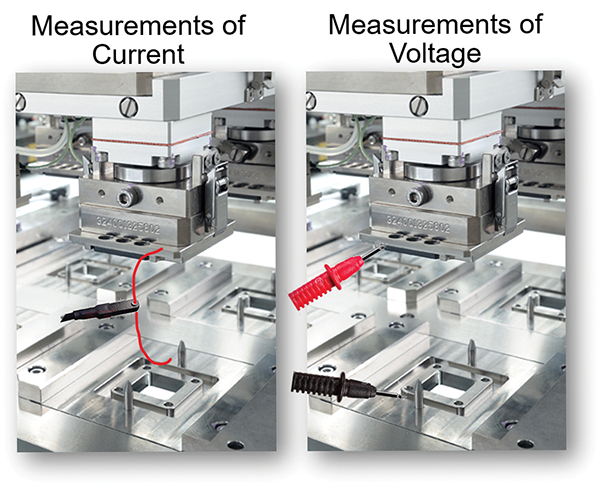
Current measurements can be direct or indirect. Direct measurements involve the use of a special high-frequency current probe over wire connecting, in this case, the robotic arm and the chassis. Figure 1a shows current measurements using Tektronix’ CT2 current probe.10 Indirect measurements use a small value resistor, connecting robotic arm and the chassis (10 to 50 Ohms), measuring the high-frequency voltage across this resistor and calculating the current.
For the relevance of measurements, the equipment must be operational so that potentially offending EMI signals are present. And safety is of paramount concern. Make sure to keep arms and other body appendages away from moving parts and arrange wires so as not to get tangled during a tool’s motions.
The illustrated approach can be applied to any tool handling semiconductors, from wafer probing (between the probes and the wafer chuck) to SMT pick-and-place machines (between robotic arm and chassis as well).
Instrumentation for Conducted Measurements
Measurements of emissions on power lines and ground in actual installations differ from those used in EMC test. First, a special line impedance stabilization network (LISN)11 used in EMC tests is not required, since we are already dealing with real-life power lines. Special adapters for measuring EMI on power lines that block mains’ voltage but allow high frequency signals are available13 and they protect your oscilloscope and spectrum analyzer from damage.
Almost any EMC-grade spectrum analyzer is suitable for measurements of the continuous component of conducted emissions. When measuring EMI on power lines, special attention should be paid to protecting your instrument from strong spikes. A transient that is quite common on factory power lines is only partially suppressed by conventional surge suppressors,12 leaving spikes with peak amplitude of up to 700V available to reach equipment and cause problems with its operation. Power line EMI adapters13 have such protection and a 20dB attenuator is recommended.
Oscilloscope requirements for conducted emissions are much more relaxed than for radiated emissions. Due to distributed inductance and capacitance of power lines, it is unlikely to see signals with appreciable amplitude with the spectrum over 2 MHz.14 Any digital storage oscilloscope with the bandwidth of at least 200 MHz and sampling rate of at least 500 MS/sec is quite sufficient. Battery operation is a strong plus to remove ground loops.
A purist in high frequency measurements might point out that the accuracy of measurements is questionable due to the length and orientation of measurement wires and inevitable impedance match problems. This assessment would be correct in theory, since all of the above introduce parasitic resonances (a.k.a. ringing), overshoots, and other artifacts that distort accuracy. However, the only practical alternative is not to make measurements at all and to be in the dark about EMI in your environment. Diligent semiconductor manufacturers need to know what is happening in their tools, regardless of how imperfect the measurements may be. If nothing else, these imperfect measurements are likely to err on a high side, thereby providing some safety margin in measurements.
Mitigation of EMI in Semiconductor Manufacturing Environment
The famous question “now what?” is waiting in the wings. What is the next step when the level of emissions exceeds the admissible levels?
There are two basic approaches in dealing with EMI, either reduce emissions at the source or block emissions propagation to the point of interest. The former helps to lower emissions in the entire tool or facility, while the latter protects the area of interest from any emissions regardless of where or how it originated. Reduction of EMI at the source is ultimately the best approach since it “quiets down” the entire tool and prevents other possible EMI issues. This approach is the most effective if a tool has few known identifiable EMI sources. Ultimately, the measure of success is the reduction of EMI to safe levels where it matters.
Short of redesigning equipment with unwanted EMI performance, complex EMI mitigation ultimately depends on the use of some combination of shielding, filtering and proper grounding.
Mitigation of Radiated Emissions
As an educational document in part, SEMI E176 provides baseline recommendations on reduction of both radiated and conducted EMI. Most of these recommendations involve common-sense methods. For example, to control radiated emissions, tighten all connectors, close and fasten metal equipment covers (after all, this is how it was certified for EMC compliance), shorten cables and wires, use copper foil in the gaps, and so on. Ferrite suppression clamps, properly selected for frequency coverage and performance, can also help. Often, any one of these measures may reduce unwanted radiated emissions to within acceptable levels.
Mitigating Conducted Emissions
Due to its high energy, conducted emissions are capable of exposing increasingly sensitive devices to EOS. As a result, increased attention is being given to dealing with conducted emissions in actual use.
Dealing with EMI-caused EOS is nothing new. For more than 20 years, Intel Corporation’s Manufacturing Enabling Guide,15 has been addressing this issue and providing specific recommendations. For example, the Guide states that a “noisy production environment” is one of the common sources of EOS. According to the Guide, such an adverse environment can be caused by a lack of AC line filters, insufficient line filtering and/or transient suppression at the input stage of power supplies, or by noise sources in switching power supplies. The Guide also provides practical suggestions for mitigating EMI-caused EOS, including incoming line filtering and checks on excessive noise levels. Indeed, filtering is the most effective way of suppressing conducted emissions. While sometimes physically separating noise-carrying wires from the others16 can help, it is frequently not feasible and can be more expensive than simply installing a filter.
Most equipment already has at least one AC EMI filter. While helping to address formal EMC compliance, these filters may actually do little to reduce EMI in a real-life setting, and may even amplify noise.17 A specialized EMI filter may be required to provide satisfactory noise reduction on the factory level.
EMI on ground is one of most-neglected ways noise enters the process. Grounding connects all equipment in the factory, allowing for unrestricted EMI propagation. More critically, grounding is the key ESD protection component in handling sensitive devices. For normal equipment operation, test and metrology, noise-free grounding establishes a proper reference point, thereby reducing errors. Some specialized AC EMI filters include filtering of EMI in ground. If the factory uses separate facility grounding (often for ESD purposes), ground EMI filters placed in line with such facility grounding effectively block grounding network from conducting noise throughout the factory.
PWM Motors: Servo, Stepper and Variable Frequency Drives
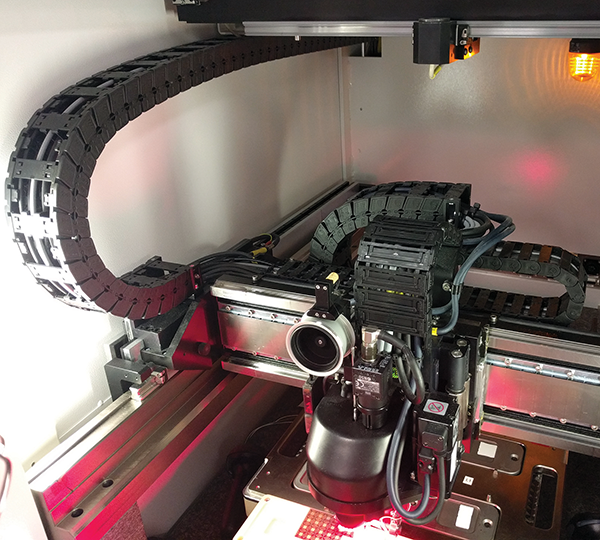
Pulse width modulation (PWM) – driven motors are arguably the strongest source of EMI in semiconductor manufacturing environment.18 Making matters worse, a typical production tool may contain many such motors (a typical IC handler has at least seven servo motors). Specific EMI from these motors include strong repeatable spikes on power lines and high corresponding leakage ground currents, which can lead to the creation of differences in potential between different grounding points in equipment. Drive wires (also called “carrier wires”) to these motors often go in the same flex conduits as grounding wires to robotic arms (Figure 3), inducing high-frequency voltages on arms’ ground and exposing processed devices to EOS.
One effective way to deal with EMI from PWM motors is to use specialized servo filters that modify drive pulse edges to a much slower dV/dt, dramatically reducing induction of EMI signals on ground and elsewhere. Another way of reducing high-frequency voltage on ground – caused by servo motors or by any other source – is to place a specialized ground EMI filter on the robotic arm itself8 and connect incoming grounding wire to the arm, effectively blocking EMI.
Switched Mode Power Supplies (SMPS)
Each production tool has power supplies, and potentially several. This includes LED lighting and vision systems powered by such supplies. Depending on their quality, power supplies may or may not have adequate suppression of the switching frequency and associated pulse edges. In these cases, an additional DC EMI filter may help.
EMI Management
Just like any aspect of a successfully-run operation, dealing with EMI requires effective management. SEMI E176 introduces an EMI Survey and an EMI Audit into the process. The EMI Survey facilitates an understanding of EMI “hot spots” inside equipment and in the facility, as well as the possible locations for new equipment and processes that would be less subject to excessive EMI exposure. The EMI Audit is a more formal procedure conducted regularly to confirm that EMI is within acceptable limits anywhere in the factory where it matters. The EMI Audit process should be conducted at least once a year, and more frequently in critical areas or processes. Tools subject to maintenance, repair or upgrade should be assessed both before and after such activity to help ensure that the equipment is within specifications. And, although the EMI Audit is generally the responsibility of the equipment user, equipment suppliers can conduct their own EMI Audits.
Conclusion
The semiconductor industry is moving towards smaller and smaller geometries, with some industry leaders already seeing 7nm processes in their rear-view mirror.19 But smaller geometries inevitably impose new requirements on signal-to-noise ratio, higher equipment precision and lower EOS damage thresholds. SEMI E176 is a comprehensive, forward-looking document that can support these advances by assisting semiconductor manufacturers and anyone handling the devices with higher productivity and production yields. The widespread adoption of SEMI E176 will well serve semiconductor manufacturers now and in the future.
References
- SEMI E176 Standard, “Guide to Assess and Minimize Electromagnetic Interference (EMI) in a Semiconductor Manufacturing Environment,” http://www.semi.org
- Directive 2014/30/EU of the European Parliament and of the Civil Council on the harmonization … relating to electromagnetic compatibility
- SEMI E33-0217, Guide for Semiconductor Manufacturing Equipment Electromagnetic Compatibility (EMC), http://www.semi.org.
- “Near-Field Methods of Locating EMI Sources, V. Kraz,” Compliance Engineering Magazine, May 1995
- IPC-A-610 G, Acceptability of Electronic Assemblies, IPC
- ANSI/ESD S20.20-2014 Protection of Electrical and Electronic Parts, Assemblies And Equipment
- ANSI/ESD S6.1-2014 ESD Association Standard For The Protection Of Electrostatic Discharge Susceptible Items – Grounding
- EMI-Generated EOS in a Wire Bonder, T. Iben, et.al., ESD Symposium 2017
- EMI-Caused EOS Sources in Automated Equipment, V. Kraz, IPC APEX 2015
- AC Current Probes -CT1, CT2, CT6 – Tektronix
- Line Impedance Stabilization Network (LISN) LI-125A, Com-Power Corporation
- Surge Protection – Reference Guide, Emerson Network Power, 2011
- Power line EMI Adapters, OnFILTER, 2019 htp://www.onfilter.com
- EOS Damage by Electrical Fast Transients on AC Power, A. Wallash et.al., 2010
- Intel® Manufacturing Enabling Guide, 2010…2016
- IEEE 1100-2005 – IEEE Recommended Practice for Powering and Grounding Electronic Equipment (“Emerald Book”)
- “Electromagnetic Compliance – a View from the Field,” V. Kraz, In Compliance Magazine, 2017
- “Mitigating EMI Issues in Servo Motors and Variable Frequency Drives,” V. Kraz, Interference Technology, 2016
- “Samsung Beats Chip Rivals with ‘Gate all Around’ Speed-Boosting Tech,” CNET, S. Shankland, May 14, 2019
The authors are members of the SEMI Standards’ Metrics Committee, which includes the EMC Standards’ Task Force. They can be reached at Vladimir Kraz at vkraz@onfilter.com, Steven Meyer at steven.j.meyer@intel.com, and Russell Fitzpatrick at Russell_Fitzpatrick@amat.com.
 |
 |
|
| Vladimir Kraz | Steven Meyer | Russell Fitzpatrick |