
Shielding to control EMI is a staple in modern electronics, playing a major role in military applications. Internal design practices can do much to control EMI in commercial and industrial electronics, but there is a limit to how much you can do. The EMI demands in military electronics are such that good internal design practices are inadequate – shielding is usually needed.
Shielding theory is well covered in a number of good books and military documents. But our experience is that most EMI shielding problems are not solved by analysis, but rather by meticulous attention to the fundamentals. We’ll cover these fundamentals, and leave detailed analysis to the references.
Shielding demands vary with the design and the environment, but typical Shielding Effectiveness (SE) needs typically run about 80 dB for military designs. Considering that 80 dB is a factor of 10,000, we see that it will take a very good shield to meet the needs. The good news is that by carefully following the basics, you’ll get there with minimum fuss.
Selection of shielding materials is certainly a factor in the design but, in fact, you have to do a very good job with the openings and wire penetrations before the SE of the material even comes into play. We rarely experience cases where the SE of the material is inadequate for high frequency shielding. We’ll address the materials, then proceed to the real crux of shielding – openings and penetrations.
SHIELDING MATERIALS
Let’s start with the material. SE of the material is a function of both the conductivity and permeability, but for high frequency shielding, conductivity dominates. Obviously, high conductivity provides a good shield, but how does this work?
We’ll try to keep it simple.
For high frequency shielding, conductivity of the material is the dominant factor. Some commonly used shielding materials are given in Table 1.
| Material | σr | μr |
| Copper | 1 | 1 |
| Aluminum | 0.61 | 1 |
| Steel | 0.17 | 1000 |
| Cadmium | 0.25 | 1 |
| Nickel | 0.2 | 100 |
| Zinc | 0.3 | 1 |
| Chromium | 0.65 | 1 |
| Tin | 0.15 | 1 |
| Stainless | 0.02 | 500 |
| σr = relative conductivity of media s(cu) = 5.8x10E7 siemens/m R = 1/σt (Ω/square) |
||
Table 1: Conductivity of shield materials
Thickness of the shielding material plays a very small role – this is due to the “skin effect” – as the frequency increases, the current is crowded to the surface.
Skin depth is given by:
δ = 1 ∕ √ π * f * μo * σ
This is the depth where the current density falls to 1/e = 1/2.7182. Most of the current is bunched to within one skin depth of the surface, rendering additional thickness of little import. Table 2 shows the skin depth of some common materials. As can be seen, skin depth starts to become a factor even at power line frequencies. Once the frequency gets to one MHz, skin depth is so thin that it is unlikely that additional material thickness will be a factor.
| f | Cu | Al | Steel |
| 60 Hz | 0.35 | 0.4 | 0.03 |
| 10 kHz | 0.02 | 0.03 | 0.003 |
| 1 MHz | 0.003 | 0.003 | 0.0003 |
| 100 MHz | 0.0003 | 0.0003 | 0.00008 |
Table 2: Skin depth of some materials (inches)
As we would expect, copper makes an excellent shield, but aluminum is not far behind. In fact, the shielding effectiveness of these materials are so good that we can afford to choose lower conductivity materials. Steel, for example, is about 1/6th the conductivity of copper, still providing excellent shielding. Even stainless steel, as poor a conductor as it is, is still adequate for most cases.con
The bottom line is, you can pretty much choose your material without regard to EMI. Choose for reasons other than EMI – weight, durability, materials compatibility, corrosion, etc.
Where corrosion protection is needed, the coating at the mating surfaces at the seam needs to be conductive – metal plating works just fine. Even conversion coatings are usually acceptable as long as there is adequate mating surface area to overcome the relatively high surface resistivity.
| For Aluminum | For Steel |
| Clear Chromate | (Iridite) Zinc Chromate |
| Yellow Chromate | Zinc Plate |
| Oakite | Cadmium Plate |
| Alodine | Tin Plate |
| Tin Plate | Nickel Plate |
| Nickel Plate | Conductive Paints |
| Conductive Paints |
Table 3: Conductive finishes
Note that even conductive coatings over plastic can make adequate shielding materials – the key is to get conductive closure at the seams. Increasingly, we are seeing plastics being used in the military environment, especially with hand carried equipment – weight being a significant factor. Even here, shielding effectiveness of the thin coating is adequate for most military shielding needs. The key is to design to achieve adequate contact area at the mating surfaces.
Magnetic field shielding is basically on a stand alone basis – a dominant factor for power line frequencies. The common shielding materials, copper and aluminum, are basically transparent to magnetic fields – you need a thick permeable material to shield power line frequencies – plate steel or one of the high permeability alloys. This is one case where internal design, specifically using magnetic field cancellation techniques, is preferred to use of enclosure shielding materials.
CABLE SHIELDING MATERIALS
Use of shielded cables is widespread in military electronics. Cable shielding may be woven braid or conductive foil. Foil can, in principle, be a better shield than braid, but in practice, foil is not robust enough to withstand flexing – thus limiting utility in tactical environments. Further, foil is very difficult to terminate adequately to the connector shell. That is why braid is most commonly used, even though it does start to leak at higher frequencies.
Below about 10 MHz, most any braid will be adequate. Above that, braid starts to become leaky. A tighter braid will help, but double shields are much better, preferably with both cable conductors in intimate contact along the entire run of the cable. A combination braid and foil shield makes a good shield, but be sure the foil will hold up to the intended environment.
In many cases a single shield will be adequate, but we like to have a double shielded cable available as backup during testing, just in case.
OPENINGS IN THE ENCLOSURE
Now that we have the shield material selected, we need to turn to the openings in the shield, including ventilator openings, displays and, especially, seams at mating surfaces.
For a good quality shield, SE is driven by the size of the openings. SE is given by:
SE = 20 * log (λ/2L),
Where λ = 300/f (MHz) and L is longest dimension of the opening.
For small openings, we don’t have a problem, but with seams on the cover, we find the openings become a major issue.
For most military applications, it is not practical to install fasteners close enough together to meet shielding needs. As an example, suppose we have an opening of 10 cm and a frequency of 100 MHz (λ = 3 meter).
SE = 20 * log(3/.1) = 23 dB, which is lower than generally desired.
Unless you are very careful, indeed, with design of the mating surfaces, you will need to employ EMI gasket to close the openings.
EMI gaskets all provide a flexible conductive seal between the two mating surfaces. In order to work, the mating surfaces also need to be conductive, and the gasket needs to provide essentially complete closure. Material compatibility needs to be considered when selecting gasket material. Vendor manuals provide guidance on gasket selection.
| Finger Stock Conductive Elastomer Wire Mesh Metallized Cloth Conductive epoxy or glue Conductive paste or caulk Die cut Peel and Place Form in Place Pick and Place |
Table 4: Common gasket types
The key issue in effectiveness of the gasket is with conductive closure, leaving gaps to a bare minimum. Simply put, if the gasket closes, it works. If the gasket doesn’t close, it doesn’t work. The gasket material should be chosen to ensure closure, and depends on various factors, including rigidity of the enclosure, space constraints as well as environmental factors and materials compatibility.
Other openings, including ventilation and display screens need to be addressed, as well. Typically, ventilation is handled by use of conductive screen or perforated panels – honeycomb is even better, but is more than needed for most cases. Display screens may need to be covered with a conductive transparent coating like Indium Tin Oxide (ITO) or even a conductive screen. ITO is a poor conductor, but is still generally adequate – but make sure conductive closure to the enclosure is maintained at the perimeter.
Coated plastics are becoming increasingly popular. In bygone days achieving conductive closure at the seams posed some difficulty. This problem was solved by the cell phone industry using one of several developments. One of these is form-in-place gasketing: a thin bead is laid down onto the surface (like squeezing toothpaste) using numerical control. When cured, it provides a good conductive flexible layer suitable for coupling to the mating surface. In order for this to work, the surfaces need to be rigid enough to ensure the surfaces mate continuously.
SHIELD PENETRATIONS
The last factor to consider is the penetrations to the shield – this includes data and power cables. Simply put, any currents on the wire will pass through the shield no matter how good the shield. There are only two ways this condition can be prevented – cable shielding or filtering (Figure 1). Cable shielding prevents currents from penetrating the shield, filtering allows the currents onto the wire, but filters them off to the enclosure boundary. Generally, high speed data cables will need to be shielded. Power lines and low frequency data cables can be filtered.
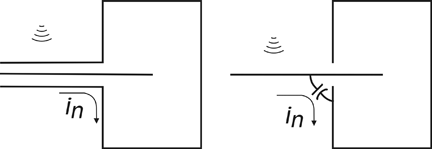
Figure 1: Shield penetrations
The principle is simple, this is the most common reason for shielding failure, so is a topic worth investigating in some depth.
The key to filtering is careful termination of the filter capacitors. To be effective, the filter must be mounted immediately at the enclosure boundary with the filter capacitors having a low impedance connection to enclosure ground. The filter may be in the bulkhead or the cable connector, but must have low impedance connection to the enclosure – noting that there may be several metallic connections between the capacitor and the enclosure. In particular, lead inductance in the shunt path must be absolutely eliminated.
For most applications, you will need a low pass filter, whether a simple C or L or a Pi filter depends on the attenuation needed. T filters are also good, but they are not widely available in filter arrays.
For shielded cables, the cable shield needs to be well terminated to the enclosure. Again, this requires a number of metallic connections, including cable shield to backshell, backshell to connector, connector to mating connector, mating connector to bulkhead. If any of these connections are not low resistance and around the entire perimeter, the shield will fail. To be specific, the cable shield needs to be circumferentially terminated to the perimeter of the connector, typically at the compression ring for military style connectors. Pigtail connections are unacceptable. Full circumferential conductivity needs to be maintained through to the bulkhead. The connectors are designed to mate to each other. The connector to bulkhead connection must be complete, as well – specifically, watch for conductivity at the mating surfaces. Paints, rubber gaskets, and nonconductive coatings are of concern.
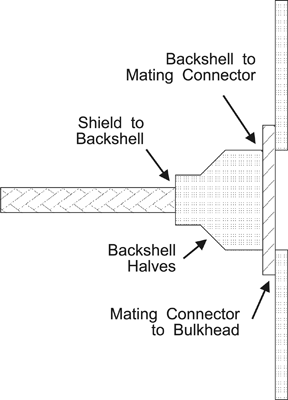
Figure 2: Cable shield termination
Military cables are often complex, consisting of a combination of individually shielded lines (e.g. shielded twisted pair), voltage supply with filters, and shielded high speed data lines. There may be a shielded overbraid. Each of these must be individually terminated correctly. Let’s take a closer look at this.
First, the outer shield of the cable must be circumferentially fastened to the compression ring – pigtail grounding is unacceptable. Shield must be grounded at both ends – single point grounding is inappropriate for high frequency shielding.
Second, where multiple shields are involved, it is not possible to circumferentially terminate each shield. In that case, each shield should be grounded to the compression ring with as short a path as possible. In the extreme case, where there are many inner shields, the shields may need to be conductively mated to adjacent cable shields in order to make conductive contact.
Third, low frequency inner shielded wires may need to be single point grounded. Thus, the outer shield (sometimes called an over-braid) provides the high frequency shield, the inner shield breaks the signal ground loop.
Fourth, there may need to be a mix of shield terminations and filters. Military style connectors will accommodate such a mix.
A final note: In troubleshooting EMI problems, we find cable terminations are most often at the root. Sadly, even professionally assembled cables from reputable companies are often incorrectly assembled – open the shell, see if there are any internal pigtails and remove them.
SUMMARY
Shielding for military projects requires considerable care – the good news is that the book has been written, and if you follow the rules, you will have a good shield. Shielding material selection is not critical – most shielding material is adequate for the job. Even conductive coatings often provide adequate shielding. Here is a step-by-step approach to good shielding:
- Moderate conductors are adequate for good high frequency effectiveness.
- Cable shields begin to leak above about 10 MHz – may need double shield.
- Use gaskets for seams – the selection is made for mechanical reasons, as all gaskets will work well if properly installed.
- Ensure conductive contact for all mating surfaces.
- Large openings need perforated panels, conductive screens or honeycomb.
- Filter or shield all wire penetrations – shielding for high frequency data, filters for power line frequencies or audio frequency signals.
- Ensure cable shield is circumferentially mated to connector shell.
Follow these basic rules, and you will have a good shield, even without complex analysis. ![]()
  |
Daryl Gerke, PE and Bill Kimmel, PE are the founding partners of Kimmel Gerke Associates, Ltd. The firm specializes in EMC consulting and training, and has offices in Minnesota and Arizona. The firm was founded in 1978 and has been in full time EMC practice since 1987.Daryl and Bill have solved or prevented hundreds of EMC problems in a wide range of industries – computers, medical, military, avionics, industrial controls, vehicular electronics and more. They have also trained over 10,000 designers through their public and in-house EMC seminars. Daryl and Bill are both degreed Electrical Engineers, registered Professional Engineers, and NARTE Certified EMC Engineers. Between them, they share over 80 years of industry experience. For more information and resources, visit their web site at www.emiguru.com. |