
EMI shielding is a critical component of many electronics-based medical devices, which are in turn integral for life-saving procedures and ongoing patient health care. Medical devices are frequently used in the vicinity of other electronic instruments, resulting in an increased risk of electromagnetic interference (EMI). This risk can be mitigated through the use and care of EMI shielding gaskets. For more than a decade the FDA has also expressed concerns for public health and safety in regards to device EMI and the solutions for these concerns.
Understanding the environment in which these devices are used is important in preventing and addressing EMI issues. Also, many medical devices are not only around each other, but are subjected to frequent and aggressive cleaning and sterilization regimens. The design of the device needs to be one which maintains EMI shielding of the electronic components over time in the expected conditions of use.
Electrically conductive elastomers (EcE) are based on dispersed particles in an elastomer matrix. EcE are used to create highly electrically conductive, yet resilient gasketing materials for electromagnetic interference shielding as well as pressure and environmental sealing. Conductive elastomers used for shielding electronic enclosures against EMI usually consist of a conductive gasket placed between a metal housing and cover. The primary function of these gaskets is to provide sufficient electrical conductivity across the enclosure, gasket, and lid junction to meet grounding and EMI shielding requirements, as well as a secondary role to prevent intrusion of fluids into the electrical compartment.
Some fundamental factors are involved when considering the service life of an EMI gasket. The first of these is the number of times the joint will be opened and closed during the projected operating life of the equipment. Second, gasket life is affected by the severity of gasket deformation when the joint is closed. Yet another factor is the presence of chemicals and fluids, ozone aging and temperature extremes. Finally, inadvertent damage to an EMI gasket during the initial installation and future maintenance must also be considered.
Basic cleaning and sterilization procedures can expose an EMI gasket to chemicals which can negatively affect material performance. Therefore, the choice of environmental sealing and shielding materials, the design of the device, and field conditions of use are all critical for on-going device function and reliability. In this article, we reviewed the results of a study of typical shielding gaskets when exposed to typical medical cleaning solutions, and we also cover design guidelines for effective environmental and EMI shielding.
Materials Compatibility Study
Sample Description
The materials evaluated were three sets of electrically conductive elastomers, identified as EcE A (silver/glass-filled silicone), EcE B (silver/aluminum-filled fluorosilicone), EcE C (silver/aluminum-filled EPDM), as well as a non-conductive silicone elastomer commonly used for co-extrusion (see below). The filler particles possess a silver coating on a base particle, namely aluminum or glass. For testing the samples were soaked in test solutions falling under three categories:
- Strongly oxidizing agents such as Clorox® Bleach diluted with deionized water (1:9 bleach:water), Oxivir TB®, and Aseptrol® S10-TAB;
- Alcohol-based solutions with ionic and non-ionic surfactants, namely Cavicide® and Virex TB®,(respectively); and
- A soap solution, Acquet® detergent.
In addition, the samples were also evaluated with Sani-Cloth® germicidal wipes for surface cleaning.
All of the materials were used as supplied or in dilution with water, following the manufacturer’s recommendations.
Test Methods
The mechanical and physical properties of the elastomers such as hardness (ASTM D2240), tensile strength and elongation (ASTMD-412), were evaluated before and after fluid immersion, and under compressed or uncompressed conditions. The fluid immersion method was performed in accordance to ASTM D471-06e1.
In the uncompressed method, three test specimens of each elastomer were soaked in each of the test solutions for five days at room temperature. After immersion, the samples were wiped dry, rinsed with deionized water and air-dried for 24 hours. The mechanical properties of the materials were then tested.
In the compressed method, three specimens of each sample were compressed (15%) using polyethylene fixtures, as shown in Figure 1. The elastomers, together with the fixtures, were soaked in the test solutions for 5 days at room temperature. After soaking, the text fixture was unclamped, and the materials were wiped dry, rinsed with DI water and air-dried for 24 hours. Again, the mechanical properties were evaluated.
Figure 1: Un-assembled Polyethylene Compression Fixture
The elastomers were also subjected to 1,000 repetitive surface wipes (500 cycles) using a mechanized Crockmeter, with a two inch stroke and a 9N force. The surface was wiped with cotton gauze soaked in one of the test solutions, or with the Sani-Cloth® wiper. The scrub-pad was remoistened whenever necessary during the test. The samples were then wiped dry and their visual properties and surface electrical properties evaluated.
Test Material Properties
Table 1 shows the physical and mechanical properties of the different elastomers before immersion to the test solutions. EcE B, the silver/aluminum-filled fluorosilicone elastomer exhibits the lowest hardness among the conductive gaskets while EcE C, the silver/aluminum-filled EPDM rubber shows the smallest elongation. EcE A, which is a silver/glass-filled silicone elastomer, exhibits a very good tensile strength.
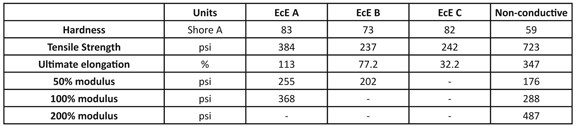
Table 1: Physical and Mechanical Properties
Physical and Mechanical Properties Changes with Chemical Exposure
Hardness
Figure 2 shows the effect of the different cleaning solutions on the hardness of the elastomer gaskets under uncompressed state. As shown in Figure 2, hardness of the material is either minimally or not significantly affected by immersion in the disinfectant solutions.
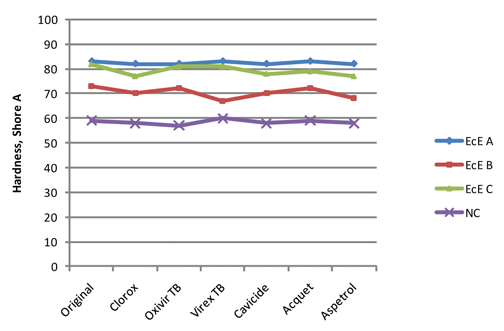
Figure 2: Effect of Cleaning Solutions on the Hardness of the Elastomers
Tensile Strength
Figures 3 to 5 show the effect of various types of cleaning solutions on the tensile strength of the different elastomers, under compressed and uncompressed immersion. Strongly oxidizing agents such as Clorox® bleach, Oxivir® TB (shown in Figure 3) and Aseptrol® significantly affect the tensile strength of metal-filled silicone and fluorosilicone compounds, resulting in a loss of greater than 20% of strength. The EPDM-based elastomer, as well as non-conductive silicone showed a smaller percentage loss of about 10%.

Figure 3: Effect of Oxidizing agents (Oxivir® TB) on Tensile Strength
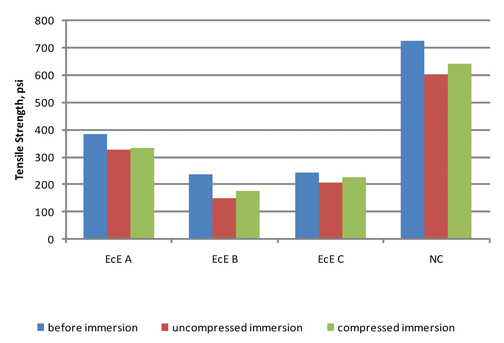
Figure 4: Effect of Alcohol-based disinfectants (Virex® TB) on Tensile Strength

Figure 5: Effect of Soaps (Acquet) on Tensile Strength
The results were more pronounced when the materials were in the uncompressed state than when the gaskets were under compressed conditions. This is because in the uncompressed state the elastomers have a much greater exposure of surface area to the cleaning solution. In the compression fixture, only the edges of the test specimen are exposed, similar to a compressed gasket application.
Disinfectant solutions containing alcohol and non-ionic surfactants, such as Cavicide® and Virex® TB, also affect the tensile strength significantly. All four elastomers suffered a loss of tensile strength greater than 15%.
Soap and detergent solutions, such as 1% Acquet® soap solution, exhibit none to minimal loss of tensile strength.
Surface Wipe
Table 2 shows the summarized result of wiping the elastomer gaskets 1000 times with cotton gauze dipped in disinfectant solutions, as well as with Sani-Cloth ®wipes. Application of bleaches and oxidizing agents resulted in moderate to severe discoloration of the elastomer gaskets. This is specifically true for electrically conductive gaskets with metal fillers. Soap and detergent solutions, as well as alcohol-based disinfectants with ionic and non-ionic surfactants, exhibited discoloration ranging from very slight to moderate. Sani-cloth wiper yielded results similar to those of soaps and alcohol-based surfactants.
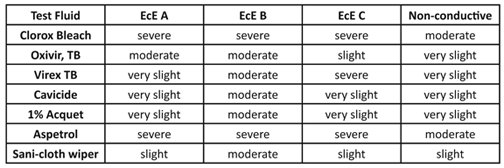
Table 2: Effect of Surface Wipes on Material Appearance (Discoloration)
Change in Electrical Properties with Chemical Exposure
The effect of the disinfectant solutions on the electrical properties of the three electrically conductive elastomers is shown in Table 3. As expected, immersion of the elastomers in strongly oxidizing agents resulted in a major to total loss of electrical surface conductivity. Virex® TB, an alcohol-based cleaning solution with ionic surfactants resulted in some loss in conductivity for EcE A and B and a total loss for C. Elastomers immersed in Cavicide®, an alcohol-based solution with non-ionic surfactants, as well as in a soap solution exhibited no change in electrical properties.
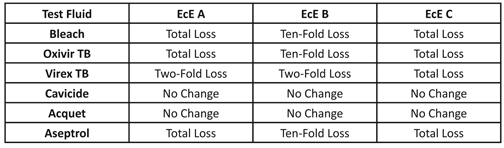
Table 3: Effect of Cleaning Solutions on EcE Electrical Properties (Surface Conductivity)
Material Compatibility Conclusions
Strongly oxidizing agents such as hypochlorite bleach and hydogen peroxide can affect the mechanical and physical properties of conductive elastomer gaskets, and a total loss of electrical conductivity, as well as moderate to severe discoloration, were also observed. It is therefore recommended that these types of disinfectant solutions, which corrode the conductive filler, be widely avoided.
Alcohol-based cleaning agents with ionic and non-ionic surfactants, although less severe in their tendency to affect the mechanical and electrical properties of the elastomers, exhibited “wicking” and are therefore also not recommended.
Soap and detergent solutions show minimal to no siginificant effect on the properties of the electically conductive gaskets and can be safely used.
Finally, surface wiping of the conductive elastomer with strongly corrosive materials, although of perhaps minimal impact on physical properties, can still produce a total loss of surface conductivity, potentially compromising the essential EMI function of the gasket.
Design Considerations for Cost-Effective Sealing
Medical devices in hospitals must routinely be washed down to prevent transmission of disease. It is rarely practical to print a list of allowed cleaning materials directly on a device and expect hospital personnel completely comply. As has been seen, a single exposure of EcE to any of several common hospital disinfectants can cause severe loss of electrical conductivity, which can cause malfunction of the device and/or other nearby devices through RF emission and susceptibility. Such malfunctions can be costly in terms of both equipment and patient health and safety. It is therefore critical to seal medical devices in a way that EMI gaskets are protected from exposure to cleaning solutions.
There are two ways to protect the EMI gasket from cleaning solution exposure, and for consistency, shown in Figure 6, electrically-conductive material is shown as gray, while non-conductive material is shown in blue.
1. Use an environmental gasket to the exterior of an EMI gasket, as shown in Figure 6.
The two gaskets may be separate, or bonded together to save space and assembly effort. The interior EMI gasket may be:
a. EcE or Form-In-Place (FIP) technology,
b. wire mesh,
c. metal fingerstock,
d. Conductive Fabric Over Foam (FOF) technology
2. Use a single EcE gasket, as in Figure 7, having multiple contact lines, with the outermost contact line being electrically redundant, and incorporating intermediate gap(s) that are large enough to prevent capillary flow of cleaning solution to the innermost contact line.
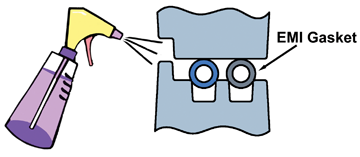
Figure 6

Figure 7: Single Gasket with Multiple Contact Points
A single EcE gasket having a single broad area of contact may retain conductivity toward the inside of the enclosure for a time, but the probability of solution wicking across the contact area and causing eventual loss of conductivity does bring risk.
EcE materials can be expensive, and the second option (above) does not minimize EcE material use. However, the dual gasket options in 1 can also be more expensive to implement, because they require the enclosure to have enough space and stiffness to handle two gaskets. Also, two gaskets are often more expensive than one. The most cost effective option is often a hybrid of options 1 and 2, or more specifically a coextrusion of electrically-conductive and non-conductive elastomer.
The goal for any gasket is to meet or exceed sealing requirements at minimum cost. The cost of the gasket itself is only a part of the total cost of sealing an enclosure. The enclosure must be made large enough to provide space and retention for the gasket, and it must be rigid enough to adequately compress the gasket along its length. Closely spaced fasteners are often needed to compensate for relatively low enclosure stiffness and for manufacturing dimensional variation. The enclosure manufacturing process must be precise enough for the compression response of the gasket. The costs of added enclosure mass, complexity, and dimensional control, plus fasteners and assembly labor should be considered part of the total cost of sealing an enclosure.
Since much of the cost of a typical EcE gasket is in the cost of the electrically conductive particle filler material, minimizing this component minimizes gasket cost. A smaller gasket also takes up less space on the enclosure. It would seem that the smallest possible gasket is the best option because it minimizes cost. However, the total cost of sealing an enclosure is rarely minimized this way. For a reliable seal to be created, small gaskets require stiff enclosures and very precise dimensional control of both the gasket and the enclosure. Such dimensional control is usually either unavailable or cost prohibitive.
One could also avoid expensive filler materials by choosing from gasket options 1.b., c., or d. These options generally require a relatively large area on the enclosure, and most must be mitered and bonded to traverse around corners. Joints like this add cost and can be a weak point for both handling and sealing. (Two rows of FIP are an exception, and can be a very efficient solution when the enclosure has sufficient dimensional precision and stiffness.)
The Case for Coextrusion
By using a coextruded gasket, made with non-conductive and conductive elastomer portions, the volume of filler material may be kept low, while using a gasket size that tolerates typical manufacturing and assembly variation. Another advantage of coextrusion is that the nonconductive portion reduces the overall gasket stiffness, making it more conformable for better environmental sealing, and allowing for a less rigid enclosure. Coextruded gaskets may be designed and analyzed using the same techniques as for EcE gaskets, with the following additional considerations:
1. A coextruded gasket must be oriented properly. It would not make sense to coextrude a round cross section, because it would be impossible to ensure that the non-conductive portion remains on the outside and EcE on the inside. Proper orientation not only protects the EcE from the effects of cleaning solutions, but maintains the conductive path that provides EMI shielding effectiveness. ‘D’ shapes and others that are easy to restrain in proper orientation are simple solutions.
2. For a conductive path to exist, the EcE material must be in compression in the path direction. Most typical gasket shapes are in tension on portions of their outer surface between the two compressing/sealing surfaces. This is why simply putting an electrically conductive coating on the exterior of a nonconductive gasket does not create an effective EMI shield; when the gasket is compressed, the coating is in tension, conductive particles separate, and conductivity is lost in the desired direction. Finite element analysis (FEA) can be used to determine areas of tension/compression, so that nonconductive/conductive regions may be well chosen. For example, a co-extrusion of the shape shown above, but with non-conductive and conductive portions, is shown in Figure 8. The FEA output, shown in Figure 8, shows areas in tension (red) and compression (blue) during compression of an EcE gasket, but is not meant to depict a co-extrusion.

Figure 8: Gasket analysis showing areas in tension (red) and compression (blue)
General Design Considerations for Elastomeric Gaskets
1. Solid elastomers (including EcE) are volumetrically incompressible for all practical purposes. Gaskets made from solid (non-foam) elastomer compress by changing shape. When sizing the space for such gaskets, verify that the maximum gasket cross sectional area will be less than the minimum cross sectional area of the allowed compressed space.
2. Larger and hollow-section gaskets are more conformable than smaller and solid-section gaskets, and create an environmental seal with much lower compression force, as shown in Figures 9 and 10.
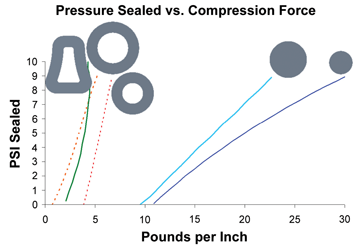
Figure 9: Hollow and Solid Gasket Comparison
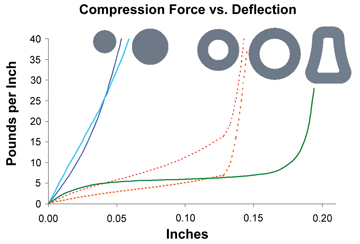
Figure 10: Hollow and Solid Gasket Comparison
3. Perform tolerance stack analysis on the gasket fit and compression, and verify sealing performance predictors at the extremes of tolerance. Many extruded hollow-section solid elastomeric environmental seals make very effective environmental seals at compression forces less than 6 lbs/in (1 N/mm.) How much gasket force is needed depends on sealing requirements, gasket size, and gasket shape. Gasket force can vary dramatically with gasket stiffness and level of compression.
For example, compression force of the solid section gaskets shown in the chart above (0.136” and 0.217” diameter) will vary by about ± 8 lbs/in with ± 0.010” deflection. The pressure sealed chart indicates that these gaskets must be compressed with at least 12 lbs/in for a minimal environmental seal. If tolerance stack analysis yields a potential compression variation of ±0.020”, then minimum, nominal, and maximum forces will respectively be 12, 28, and 44 lbs/inch, or a substantially large force. Such a high force would require a very stiff and strong enclosure.
Since larger and hollow section gaskets are less stiff than smaller and solid section gaskets, they will have lesser compression force variation. A special patented1 gasket shape shown in Figure 11, produces nearly constant force over a relatively very wide compression range (±1 lb/in with ±0.055” compression.) This ‘Constant Force Gasket’ shape is very effective at neutralizing compression variation to provide a reliable environmental seal.
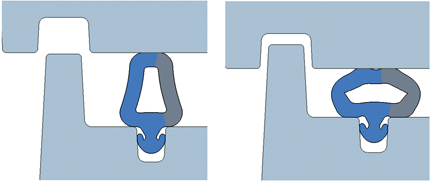
Figure 11: Constant Force Gasket Design with Non-Conductive and Conductive Portions and a Hard Stop for Added Protection
4. Analyze the enclosure for deflection and stress. Enclosure deflection takes away from gasket compression, and potentially degrades sealing performance.
5. Protect the gasket from high velocity flow (sprays, jets, etc.) by adding barriers on the enclosure.
6. Surfaces mating with EMI gaskets should be electrically-conductive and galvanically compatible with the EMI gasket material to inhibit corrosion and loss of conductivity. For environmental seals, surface roughness should be in the neighborhood of 32 to 63 μin RMS, which is typically achieved by most casting and machining methods.
7. Prevent gasket over-compression with hard stops. This may be accomplished many ways, including groove and ledge mounting.
8. Elastomeric materials, particularly those filled with conductive particles, soften and take on permanent set over the first few compressions. Softening (Mullins Effect) often results in a roughly 50% reduction in EcE gasket stress and force, and is separate from permanent set. Permanent set in typical extruded EcE gasket shapes is between 5 and 20% of maximum compression, depending on material type, gasket shape, and % compression. This is significantly lower than compression set percentages published along with bulk material properties.
Figure 11 shows the uncompressed and nominal compressed state of a coextruded nonconductive/conductive elastomer Constant Force Gasket. The fluid spray barrier shown also acts as a hard stop against over-compression. This gasket provides environmental and EMI sealing in a minimal space and at minimal cost.
Overall Conclusions
The purpose of this paper is to inform and remind the community of individuals who design and specify materials for this market that the interplay of their design, their materials choice, and also the conditions of use must all be considered. The consequences of choice, while obvious to someone skilled in one discipline, may be less obvious to someone skilled in a different discipline but yet responsible for the entire device. Good design, good materials, and an understanding of use can lead to high reliability, and in the field of health care, no one would have it any other way. ![]()
Ms. Anjali Khosla is a Product Manager with Laird Technologies, located at their St. Louis, Missouri, headquarters. Ms. Khosla has worked with management and marketing of EMI products, and has a Bachelors degree in Marketing and International Business.
Mr. Jim Kline is has worked for Laird Technologies for over 10 years, specializing in product mechanical design and non-linear finite element analysis. Mr. Kline holds MS and BS degrees in Mechanical and Structural Engineering, and has been awarded several patents for commercial shielding and gasket designs.
Ms. Claudine Lumibao-Arm is a Research Chemist with Laird Technologies, located in the Cleveland, Ohio, materials laboratory. Ms. Lumibao-Arm holds MS and BS degrees in Chemistry, and has been involved in the development of new material products and processes.
Dr. Douglas McBain is the Global Technology Director for EMI Elastomer products of Laird Technologies, and is also located in Cleveland, Ohio. Dr. McBain has in his career been widely involved in the formulation of elastomers, coatings, and thermoset resins. Dr. McBain has a Ph.D. in Organic Chemistry.