
Your static control program is up and running. How do you determine whether it is effective? How do you make sure your employees follow it? In Part 3, we suggested that there were at least nine critical elements to successfully developing and implementing an effective ESD control program. In Part 4, we will focus on two more of these elements: training and auditing.
Personnel Training
The procedures are in place. The materials are in use. But your ESD control program just does not seem to yield the expected results. Failures declined initially, but they have begun reversing direction. Or perhaps there was little improvement at all. The solutions might not be apparent in inspection reports of incoming ESD materials, nor in the wrist strap log-in sheets. In large companies or small, it is hard to underestimate the role of training in an ESD control program. ANSI/ESD S20.20 ESD Control Program development standard cites training as a basic administrative requirement within an ESD control program. There is significant evidence to support the contribution of training to the success of the program. [2, 11, 18, 19, 23, 24] We would not send employees to the factory floor without the proper soldering skills or the knowledge to operate the automated insertion equipment. We should provide them with the same skill level regarding ESD control procedures.
Elements of Effective Training Programs
Although individual requirements cause training programs to vary from company to company, there are several common threads that run through the successful programs.
1. Successful training programs cover all affected employees.
Obviously we train the line employees who test their wrist straps or place finished products in static protective packaging. But we also include department heads, upper management and executive personnel in the process. Typically, they are responsible for the day-to-day supervision and administration of the program, or they provide leadership and support. Even subcontractors and suppliers should be considered for inclusion in the training program if they are directly involved in handling your products.
Because ESD control programs cover such a variety of job disciplines and educational levels, it may be necessary to develop special training modules for each organizational entity. For example, the modules developed for management, engineering, assembly technicians and field service could differ significantly from one another because their day-to-day concerns and responsibilities are much different.
2. Effective training is comprehensive and consistent.
Training not only covers specific procedures, but also the physics of the problem and the benefits of the program as well. Consistent content across various groups, plants and even countries (adjusted for cultural differences, of course) reduces confusion and helps assure conformance. The training content should include topics such as the fundamentals of static electricity and ESD, the details of the organization’s ESD Control Program plan and each person’s role in the plan.
3. Use a variety of training tools and techniques.
Choose the methods that will work best for your organization. Combine live instruction with training videos or interactive computer-based programs. You may have in-house instructors available, or you may need to go outside the company to find instructors or training materials. You can also integrate industry symposia, tutorials and workshops into your program.
Effective training involves employees in the process. Reinforce the message with demonstrations of ESD events and their impact. Bulletin boards, newsletters and posters provide additional reminders and reinforcement.
Maintaining a central repository for educational ESD control materials will help your employees keep current or answer questions that may occur outside the formal training sessions. Materials in such a repository might include:
- Material from initial and recurring training sessions
- ESD Association or internal bulletins or newsletters
- Videos or CDs
- Computer based training materials
- Technical papers, studies, ESD Association standards, test methods and specifications
- ESD Control material and equipment product sheets
In addition, a knowledgeable person in the organization should be available to answer trainee questions once they have begun working.
4. Test, certify and retrain
Your training should assure material retention and emphasize the importance of the effort. If properly implemented, testing and certification motivates and builds employee pride. Retraining or refresher training is an ongoing process that reinforces, reminds and provides opportunities for implementing new or improved procedures. Establish a system to highlight when employees are due for retraining, retesting or recertification.
5. Feedback, auditing and measurement
Motivate and provide the mechanism for program improvement. Sharing yield or productivity data with employees demonstrates the effectiveness of the program and of their efforts. Tracking these same numbers can indicate that it’s time for retraining or whether modifications are required in the training program.
Design and delivery of an effective ESD training program can be just as important as the procedures and materials used in your ESD control program. A training program that is built on identifiable and measurable performance goals helps assure employee understanding, implementation and success.
Auditing
Developing and implementing an ESD control program itself is obvious. What might not be so obvious is the need to continually review, verify, analyze, feedback and improve. You will be asked to continually identify the program’s return on investment and to justify the savings realized. Technological changes will dictate improvements and modifications. Feedback to employees and top management is essential. Management commitment will need continuous reinforcement.
Like training, regular program verification and auditing becomes a key factor in the successful management of ESD control programs. The mere presence of the auditing process spurs compliance with program procedures. It helps strengthen management’s commitment. Program verification and audit reports trigger corrective action and help foster continuous improvement.
The benefits to be gained from regular verification of ESD control procedures are numerous.
- They allow us to prevent problems before they occur rather than always fighting fires.
- They allow us to readily identify problems and take corrective action.
- They identify areas in which our programs may be weak and provide us with information required for continuous improvement.
- They allow us to leverage limited resources effectively.
- They help us determine when our employees need to be retrained.
- They help us improve yields, productivity and capacity.
- They help us bind our ESD program together into a successful effort.
An ESD program verification audit measures performance to the defined ESD Control Program Plan. Typically, we think of the ESD program verification audit as a periodic review and inspection of the ESD work area covering use of the correct packaging materials, wearing of wrist straps, following defined procedures and similar items. Auditing can range from informal surveys of the processes and facilities to the more formal third-party audits for ISO 9000 or ANSI/ESD S20.20 certification.
Requirements for Effective Auditing
Regardless of the structure, effective ESD auditing revolves around several factors. First, auditing implies the existence of a written and well-defined ESD Control Program Plan. It is difficult to measure performance if you do not have anything to measure against. Yet, you quite frequently hear an auditor ask, “Some people say you should measure less than 500 volts in an ESD protected area, but others say you should measure less than 100 volts. What’s acceptable when I audit the factory floor?” Obviously, this question indicates a lack of a formal ESD Control Program Plan and the audit will be relatively ineffective.
Second, most audits require the taking of some measurements – typically measuring resistance and detecting the presence of charge or fields. Therefore, you will need specific instrumentation to conduct work area verification audits. As a minimum, you will need an electrostatic field meter, a wide range resistance meter, a ground/circuit tester and appropriate electrodes and accessories. Although this equipment must be accurate, it need not be as sophisticated as laboratory instruments. The audit is intended to verify basic functions and not as a full qualification of ESD control equipment or materials. You want the right tool for the job. Remember, many of the instruments you might choose for auditing are good indicators, but not suitable for precise evaluation of materials. However, be sure that you can correlate the values obtained on the factory floor with those obtained in the laboratory.
Third, our verification audits need to include all areas in which ESD control is required to protect electrostatic discharge sensitive (ESDS) devices. Typically these areas would include receiving, inspection, stores and warehouses, assembly, test and inspection, research and development, packaging, field service repair, offices and laboratories and cleanrooms. All of the areas listed in the ESD Control Program Plan are subject to verification. Even the areas that are excluded from the Plan need to be reviewed to ensure that unprotected ESDS devices are not handled in those areas. In the event that devices do enter those areas (e.g. Engineering and Design), mechanisms must be put in place to ensure that the devices are handled as non-conforming product. Similarly, we need to audit all of the various processes, materials and procedures that are used in our ESD control programs – personnel, equipment, wrist straps, floors, clothing, worksurfaces, training and grounding.
Fourth, we need to conduct verification audits frequently and regularly. The actual frequency of these audits depends upon your facility and the ESD problems that you have. Following an ESD Control Program initial audit, some experts recommend auditing each department once a month if possible and probably a minimum of six times per year. If this seems like a high frequency level, remember that these regular verification audits are based upon a sampling of work areas in each department, not necessarily every workstation. Once you have gotten your program underway, your frequency of audit will be based on your experience. If your audits regularly show acceptable levels of conformance and performance, you can reduce the frequency of auditing. If, on the other hand, your audits regularly uncover continuing problems, you may need to increase the frequency.
Fifth, we need to maintain trend charts and detailed records and prepare reports. They help assure that specified procedures are followed on a regular basis. The records are essential for quality control purposes, corrective action and compliance with ISO-9000.
Finally, upon completion of the verification audit, it is essential to implement corrective action if deficiencies are discovered. Trends need to be tracked and analyzed to help establish corrective action, which may include retraining of personnel, revision of requirement documents or processes or modification of the existing facility.
Types of Audits
There are three types of ESD audits: program management audits, quality process checking and work place audits. Each type is distinctively different and each is vitally important to the success of the ESD program
Program management audits measure how well a program is managed and the strength of the management commitment. The program management audit emphasizes factors such as the existence of an effective implementation plan, realistic program requirements, ESD training programs, regular verification audits and other critical factors of program management. The program management audit typically is conducted by a survey specifically tailored to the factors being reviewed. Because it’s a survey, the audit could be conducted without actually visiting the site. The results of this audit indirectly measure work place compliance and are particularly effective as a means of self-assessment for small companies as well as large
global corporations.
Quality process checking applies classical statistical quality control procedures to the ESD process and is performed by operations personnel. This is not a periodic verification audit, but rather daily maintenance of the program. Visual and electrical checks of the procedures and materials, wrist strap testing for example, are used to monitor the quality of the ESD control process. Checking is done on a daily, weekly or monthly basis.
Trend charts and detailed records trigger process adjustments and corrective action. They help assure that specified procedures are followed on a regular basis. The records are essential for quality control purposes, corrective action and compliance with ISO-9000.
ESD Control Program Verification audits verify that program procedures are followed and that ESD control materials and equipment are within specification or are functioning properly. Compliance Verification audits are performed on a regular basis, often monthly and utilize sampling techniques and statistical analysis of the results. The use of detailed checklists and a single auditor assures that all items are covered and that the audits are performed consistently over time.
Basic Auditing Instrumentation
Special instrumentation will be required to conduct work area audits. The specific instrumentation will depend on what you are trying to measure, the precision you require and the sophistication of your static control and material evaluation program. However, as a minimum, you will need an electrostatic field meter, a wide range resistance meter, a ground/circuit tester and appropriate electrodes and accessories. Additional instrumentation might include a charged plate monitor, footwear and wrist strap testers, chart recorders/data acquisition systems and timing devices, discharge simulators and ESD event detectors.
Although this equipment must be accurate, it needs not be as sophisticated as laboratory instruments. The audit is intended to verify basic functions and not as a full qualification of ESD control equipment or materials. Remember, you want the right tool for the job. Just as you would not buy a hammer if you are were planning to saw wood, you would not purchase an electrometer to measure static voltages on a production line. If you are making measurements according to specific standards or test methods, be sure the instrumentation meets the requirements of those documents.
With a hand-held electrostatic field meter, you can measure the presence of electrostatic fields in your environment allowing you to identify problem areas and monitor your ESD control program. These instruments measure the electrostatic field associated with a charged object. Many field meters simply measure the gross level of the electrostatic field and should be used as general indicators of the presence of a charge and the approximate level of electrical potential of the charge. Others will provide more precise measurement for material evaluation and comparison.
For greater precision in facility measurements or for laboratory evaluation, a charged plate monitor is a useful instrument that can be used in many different ways; for example to evaluate the performance of flooring materials or balance ionizing equipment.
Because resistance is one of the key factors in evaluating ESD control materials, a wide range resistance meter becomes a crucial instrument. Most resistance measurements are made at 100 volts and some at 10 volts. The equipment you choose should be capable of applying these voltages to the materials being tested. In addition, the meter should be capable of measuring resistance ranges of 103 to 1012 ohms. With the proper electrodes and cables, you will be able to measure the resistance of flooring materials, worksurfaces, equipment, furniture, garments and some packaging materials.
The final instrument is a ground/circuit tester. With this device you can measure the continuity of your ESD grounds, check the impedance of the equipment grounding conductor (3rd wire AC ground) as well as verify that the wiring of power outlets in the work area is correct.
Areas, Processes and Materials to be Audited
Previously we stated that ESD protection was required “wherever unprotected ESDS devices are handled.” Obviously, our audits need to include these same areas. Table 1 indicates some of the physical areas that may be part of the ESD Control Program Plan and therefore will be involved in Compliance Verification Audits. Remember, some areas may be excluded from the Plan depending on the Scope of the Plan. Similarly, we need to conduct Compliance Verification audits for all of the various processes, materials and procedures that are used in our ESD Control Program Plan. Some of these are shown in Table 2.

Table 1: Typical Facility Areas
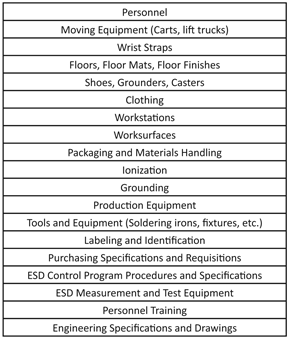
Table 2: Typical Processes, Materials and Procedures
Check Lists
Check lists can be helpful tools for conducting Compliance Verification audits. However, it is important that ESD control program requirements are well documented and accessible to avoid a tendency for checklists becoming de facto lists of requirements. Table 3 indicates the type of questions and information that might be included in an auditing check list. Your own check lists, of course, will be based on your specific needs and program requirements. They should conform to your actual ESD control procedures and specifications, and they should be consistent with any ISO 9000 requirements you may have. For ANSI/ESD S20.20 based ESD Control Programs, the recognized Certification Bodies (Registrars) use a formal checklist supplied by the ESD Association to aid in conducting the Certification Audit.
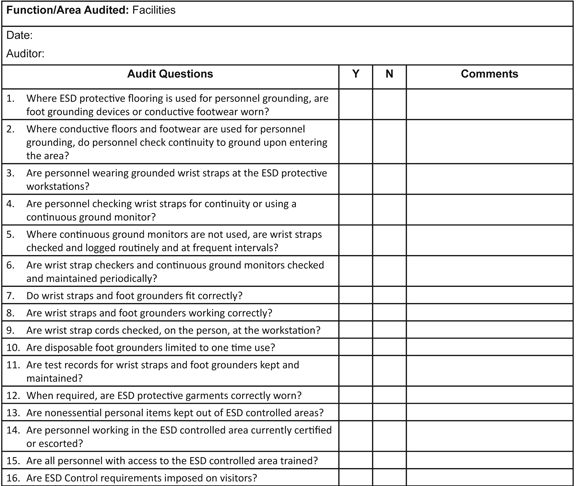
Table 3: Partial Audit Check List for ESD Control Program
In addition to check lists, you will use various forms for recording the measurements you make: resistance, voltage generation, etc. Part of your audit will also include the daily logs used on the factory floor such as those used for wrist strap checking.
Reporting and Corrective Action
Upon completion of the auditing process, Reports should be prepared and distributed in a timely manner. Details of the audits need to be fully documented for ISO 9000 or ANSI/ESD S20.20 certification. As with all audits, it is essential to implement corrective action if deficiencies are discovered. Trends need to be tracked and analyzed to help establish corrective action, which may include retraining of personnel, revision of requirement documents or processes or modification of the existing facility.
Conclusion
Auditing and training are key elements in maintaining an effective ESD control program. They help assure that procedures are properly implemented and can provide a management tool to gauge program effectiveness and make continuous improvement.
![]()
For Further Reference
- ANSI/ESD 20.20 Electrostatic Discharge Control Program, ESD Association, Rome, NY.
- ESD TR20.20-2001, ESD Control Handbook, ESD Association, Rome, NY.
- “An Effective ESD Awareness Training Program,” Owen J. McAteer, EOS/ESD Symposium Proceedings, 1980, ESD Association, Rome, NY.
- “Facility Evaluation: Isolating Environmental ESD Issues,” Stephen A. Halperin, EOS/ESD Symposium Proceedings, 1980, ESD Association, Rome, NY.
- “The Production Operator: Weak Link or Warrior in the ESD Battle?” G. E. Hansel, EOS/ESD Symposium Proceedings, 1983, ESD Association, Rome, NY.
- “A Realistic and Systematic ESD Control Plan,” G. T. Dangelmayer, EOS/ESD Symposium Proceedings, 1984, ESD Association, Rome, NY.
- “Employee Training for Successful ESD Control,” G. T. Dangelmayer, E. S. Jesby, EOS/ESD Symposium Proceedings, 1985, ESD Association, Rome, NY.
- “A Tailorable ESD Control Program for the Manufacturing Environment,” Norman B. Fuqua, EOS/ESD Symposium Proceedings, 1986, ESD Association, Rome, NY.
- “Internal Quality Auditing and ESD Control,” D. H. Smith, C.D. Rier, EOS/ESD Symposium Proceedings, 1986, ESD Association, Rome, NY.
- “Developing and Maintaining an Effective ESD Training Program,” F. Dinger, EOS/ESD Symposium Proceedings, 1988, ESD Association, Rome, NY.
- “Standardized Qualification and Verification Procedures for Electrostatic Discharge (ESD) Protective Materials,” Adrienne R. Kudlich, et al, EOS/ESD Symposium Proceedings, 1988, ESD Association, Rome, NY.
- “Modular ESD Certification Training Program,” M. Berkowitz, B. Hamel, EOS/ESD Symposium Proceedings, 1989, ESD Association, Rome, NY.
- “Tracking Results of an ESD Control Program Within a Telecommunications Service Company,” R. J. Zezulka, EOS/ESD Symposium Proceedings, 1989, ESD Association, Rome, NY.
- “Development of a Corporate Standardization Program for ESD Control Materials and Products at Hughes Aircraft Company and Delco Electronics,” J. L. Joyce, R. L. Johnson, EOS/ESD Symposium Proceedings, 1991, ESD Association, Rome, NY.
- “Implementation of Computer-Based ESD Training: A Case Study Comparing the Computer Approach with Traditional Classroom Techniques,” J. Woodward-Jack, H. Sommerfeld, EOS/ESD Symposium Proceedings, 1991, ESD Association, Rome, NY.
- “A Systematic ESD Program Revisited,” G. T. Dangelmayer, EOS/ESD Symposium Proceedings, 1992, ESD Association, Rome, NY.
- “You’ve Implemented An ESD Program – What’s Next?” W. Y. McFarland, R. A. Brin, EOS/ESD Symposium Proceedings, 1993, ESD Association, Rome, NY.
- “A Successful ESD Training Program,” L. Snow, G. T. Dangelmayer, EOS/ESD Symposium Proceedings, 1994, ESD Association, Rome, NY.
- “Implementing an ESD Program in a Multi-National Company: A Cross-Cultural Experience,” W. H. Tan, EOS/ESD Symposium Proceedings, 1994, ESD Association, Rome, NY.
- “Effectiveness of ESD Training Using Multimedia,” G. Smalanskas, J. Mason, EOS/ESD Symposium Proceedings, 1995, ESD Association, Rome, NY.
- “ESD Demonstrations to Increase Engineering and Manufacturing Awareness,” G. Baumgartner, EOS/ESD Symposium Proceedings, 1996, ESD Association, Rome, NY.
- “ESD Program Auditing: The Auditor’s Perspective,” T.L. Theis, et al, EOS/ESD Symposium Proceedings, 1997, ESD Association, Rome, NY.
- “Procedures For The Design, Analysis and Auditing of Static Control Flooring/Footwear Systems,” L. Fromm, et al, EOS/ESD Symposium Proceedings, 1997, ESD Association, Rome, NY.
- “Continuous Voltage Monitoring Techniques for Improved ESD Auditing,” A. Wallash, EOS/ESD Symposium Proceedings, 2003, ESD Association, Rome, NY.
- “A Comparison of High-Frequency Voltage, Current and Field Probes and Implications for ESD/EOS/EMI Auditing,” A. Wallash, V. Kraz, EOS/ESD Symposium Proceedings, 2007, ESD Association, Rome, NY.