
|
|
|
|



A Disciplined Approach Leads to Dramatic Improvements
Many companies struggle with achieving perfect ESD S20.20 compliance to their ESD control program requirements when handling ESD sensitive (ESDS) devices. Sometimes it seems like perfect discipline is impossible in large electronic manufacturing facilities. There are just too many things that can go wrong on a daily basis. Lapses in discipline such as violating the 12” rule for charge generating materials, having the operators become ungrounded at times, having ESDS items placed on non-certified ESD work surfaces, failing to insure that Faraday shielding for ESDS items is accomplished at all times during product transportation and storage, failing to have the ionizers on – working to specification – and pointed correctly in their applications, using wrist strap constant monitors when they are not working properly, etc.
The list can seem endless.
This article reviews some steps taken over the past several years by personnel at General Dynamics Mission Systems facility in Bloomington, MN
(GD-MS) that have resulted in superior ESD discipline and a number of perfect ESD audits (zero violations). The ESD control program is described here, along with some of the many innovative actions that were taken to produce the continual improvement at the facility.
Overview of the Basic S20.20 Compliant ESD Controls at the Facility
Similar to many typical electronic manufacturing facilities, the GD-MS facility has the usual set of ESD controls in place for excellent S20.20 compliance, as the end products are high reliability electronic assemblies with state of the art ESD sensitive devices. Even more stringent controls are provided in the areas where Class Zero devices (devices less than 250 volt sensitive) are handled.
There are approximately 700 ESD workstations throughout the facility.
Typical ESD controls in place include:
- ESD smocks are required in all the manufacturing areas.
- Wrist straps are required for the primary means of grounding personnel in all areas. Constant monitors for the wrist straps are provided at every work station.
- Foot grounding devices (tester provided) are required on ESD floors throughout the facility in areas where Class Zero devices are handled.
- ESD mats are provided at every work station.
- Ionizers are provided at all Class Zero work stations, and at all other work stations where the 12” rule cannot be accomplished (such as taping operations).
- All transport carts have Faraday shielding containers or covers.
- The carts are grounded to ESD floor in Class Zero areas, but full Faraday shielding techniques still must be in place during transit.
- ESD chairs are also provided in Class Zero areas.
- Many posters and signs, noting ESD requirements, are in place throughout the facility.
- A myriad of discipline and handling requirements are conveyed to the operators.
Overview of ESD Training Program
Recurrent ESD training programs are in place:
Online training is mandatory once per year for all personnel to review the ESD rules and regulations. Online training for operators working in Class Zero areas is required every 6 months.
Instructor led courses are required every two years by an outside ESD consultant. These courses provide technical explanations on the reasons behind the basic rules and regulations at the facility, and to provide feedback on the recurrent ESD audit results. The ESD “state of the art” is reviewed so that personnel are kept current on why the continual changes and improvements are taking place. Updates are given to explain changing S20.20 requirements and why additional controls are needed to address the constantly increasing ESD sensitivities of modern day devices in the industry.
Recurrent ESD Auditing Program
The ESD program is continually monitored as follows:
Outside, independent audits and certifications are conducted by an outside ESD consultant on a four month basis. During these audits, along with reporting on any ESD discipline issues, 100% of the ESD hardware controls are electrically tested, certified to S20.20 requirements, and stickered. The hardware controls checked include: all appropriate ground connections (including machines, equipment, cabinets and shelves), ESD mats and laminates, ESD flooring, ESD carts and chairs, wrist strap constant monitors, ionizer decay and balance, and soldering irons. In addition, violations are noted if any aspect of S20.20 discipline is observed (i.e., open static shielding bags, ungrounded operators, 12” rule violations, etc.).
Most important, at the end of each of these outside audits, a wrap-up meeting is held with the 15-20 members on the ESD team to verbally share the results of the audit before the formal written report is supplied and circulated. At this time, an informal brainstorming session is always conducted to discuss innovative ways of eliminating each and every one of the audit violations identified. This has proven to be a critical step in the continual audit result improvements achieved by this facility (implementation of recommendations that have resulted from these brainstorming sessions are reviewed later in this article). Also of equal importance, senior members of the management team attend this ESD wrap up meeting. Upper management support is a critical component for continually improving any ESD program.
Internal audits are conducted on a monthly basis by members of the ESD team and similarly check for ESD violations to S20.20 of any kind. Results are reported and actions are taken to create greater awareness and to provide solutions to prevent future violations.
Daily operator ESD checks are accomplished by all personnel at their individual workstations. Before starting work, all operators are required to check the following to ensure compliance:
- All certification stickers on ESD workstations, chairs, carts, constant monitors, ionizers and soldering irons must be current. ESD smocks should have the current marking (verifying their certified status).
- Ionizers must be cleaned (brush off the needles with the dedicated twist knob) on a daily basis.
- Constant monitors for wrist straps must be tested by removing the wrist strap from the wrist and observing the visual and audio alarms. Company policy requires testing of the constant monitor each time the operator plugs into a constant monitor unit, no matter where that unit is located (not just their primary workstation).
Internal hardware checks: ESD smocks are tested on a yearly basis and outfitted with the appropriate new color “snap” on the collar. Ionizers are sent to metrology for testing and certification on a 6 month basis. All ionizers are also checked on the 4 month basis to identical performance requirements as part of the outside audits described above. When an ESD control is moved or disconnected for any reason, members of the ESD team recertify the control before it is allowed to be used again.
Changes Made to the Program That Improved Discipline and Audit Results
With all these ESD controls in place, “perfect” audits are still not possible without the essential discipline from the operating personnel. And many companies struggle with continuing ESD violations regardless of the additional ESD hardware controls implemented. At GD-MS, a number of important implementations were made to achieve better compliance to the program. Some notable implementations and their results include the following:
12” rule violations: Many companies struggle to get operating personnel to adhere to S20.20’s requirement of keeping charge generating materials at least 12” away from exposed ESDS items. There are two common ways to implement the 12-inch rule (one works well, one does not). Unfortunately, the ineffective method is the one most commonly implemented in the industry. Specifically in this case, the facility implements ESD mats (or laminates) on the work surfaces, and instructs operating personnel to “remember to keep all charge generating materials at least 12 inches away from ESDS (ESD-sensitive) items” (called the 12-inch rule “by decree”). Operator discipline under this approach is usually poor, and it was an issue in the past at GD-MS.
A more effective technique to maintain a 12”inch rule is used at perhaps only 2 percent of facilities. In this technique (which has been implemented at GD-MS), an additional, smaller and differently colored ESD mat is placed on top of the existing ESD mat or laminate at the workstation.
The purpose of this additional mat is to designate the exclusive area where ESDS items can be safely placed. These additional, differently colored mats (light blue at GD-MS) are kept absolutely clear of all materials except for ESDS items. In addition, these blue mats are sized to provide a natural 12” clear area border when an ESDS item is placed in the center of the mat. Operators have a number of blue mats at their workstation for use with different size ESDS items. The mat can be placed conveniently anywhere on the ESD work surface. The blue mat mates electrically with the work surface mat or laminate beneath (no additional ground cord is needed) and the 12” border is inherently maintained when product is placed in the center of it. It is quite simple and obvious to monitor the 12” rule in this manner as the mats are highly visible and nothing but the ESDS item should be on them. Audit violations to the 12” rule are now close to zero during the recurrent audits. The continual improvements at the facility are depicted in Figure 1.

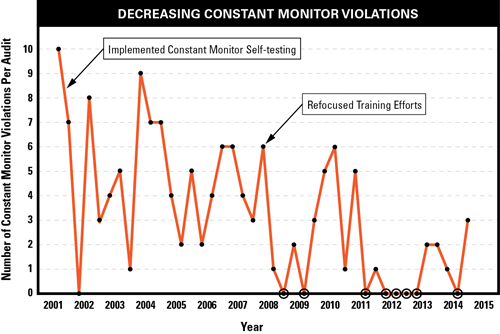
Operators Using Defective or Unplugged Constant Monitors: Another discipline improvement example includes the requirement for operators to test their wrist strap constant monitors each time they plug into them. GD-MS employs wrist strap constant monitors at all locations where ESDS items are handled. Prior to the implementation of this requirement, we had observed constant monitor equipment failures that typically totaled 10 per audit during the external audits and certifications. The training/auditing closed loop system was used to educate operators to perform simple tests each time they plug into them to ensure that the constant monitor was working correctly. We found that an even further improvement in audit scores was realized when the requirement for testing the constant monitor was increased from once per shift to every time they plug in. Constant monitor violations are now always close to zero during the recurrent audits with that operator self-testing in place. Figure 2 illustrates the results stemming from this change.
Stop signs: Historically, during outside audit wrap up meetings, we reviewed numerous repeat violations in which operators would use ESD controls at an ESD workstation that were not working properly, such as a constant monitor jack that was not providing an audible alarm under a failure condition. These violations often took place when a previous user had identified workstation ESD controls as defective but had not yet contacted maintenance personnel to repair or replace it. Dedicated “stop signs” (see Figure 3) were developed and made easily available for operators to plug into a defective jack. The stop signs effectively alerted the next user not to use that defective station until it was repaired and re-certified by the in-house ESD team, eliminating that source of repeat violations.

A host of other program changes were similarly implemented to address a wide variety of nagging ESD violation issues. These changes have resulted in continual improvement in the ESD audit scores. All the following issues were also responsible for substantial audit violations before the program changes (noted) were implemented:
Ionizer violations: Operator daily cleaning was implemented. Discharge times and balance are monitored on the four-month basis to more stringent standards than required. Performance “alerts” are detected and subsequently corrected before the performance reaches out of compliance levels.
Out of date calibration stickers: Color coding of new calibration stickers has made it easier for operators to spot out of date stickers on workstations, carts, and chairs during their daily checks.
Faraday shielding violations: Highly customized ESD training courses (with photos of the typical violations observed in the audits) and posters throughout the facility have routinely reduced to zero transportation and packaging violations.
Repeat violations: Brainstorming sessions during the outside audit wrap-up meetings have led to innovative solutions across the facility, such as dedicated holders with signs for materials (e.g., gloves for the ovens) that were frequent 12” rule violators when accidentally placed on ESD mats.
ESD smock violations: Color coded snaps were implemented to provide visual testing confirmation.
Heel strap violations: The facility went to complete sole grounders, resulting in a substantial reduction in violations at the footwear tester. In addition, computerized logging of the footwear test results (badge activated) eliminated manual logging miscues and violations on sign-in sheets.
ESD cart violations: Drag chains (a common root cause for high resistance failures of carts across the industry) were replaced with conductive wheels.
Soldering iron violations: Tips on the soldering irons were proactively replaced on a more frequent basis, operators self-test their irons each month, and certification stickers are now checked as part of an operator’s daily self-checks.
ESD event monitoring: New, state of the art, ESD event monitoring equipment is now used in routine sweeps throughout all process steps during hardware audits. HBM and CDM ESD events of 100 volts and above (S20.20 dictated level) are detected if and when they occur.
Summary
The continual improvement efforts for the ESD program have been extremely effective. There have been even more implementations (not mentioned here) that have resulted from analyzing audit results and targeting the violations for improvements. The upward trend in audit scores since 2001 is shown in Figure 4.

As shown in Figure 4, the GD-MS facility has recently achieved two “perfect” 100% audits, and all personnel involved continue to meticulously track audit violations, thoroughly dissect root causes, and strive to eliminate them from future audits with a combination of the interactive ESD program elements discussed in this article. ![]()
The authors gratefully acknowledge the contributions made by all the members of the ESD team at GD-MS. In particular, we thank Brian Schubloom, Debbie Perry, Dean Lilliencrantz, Jesse Moralez, Craig Luedtke, Joe Graetz, John Olsen, and all the area ESD leaders for their valuable contributions.